I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
Diagramma Ferro-Carbonio
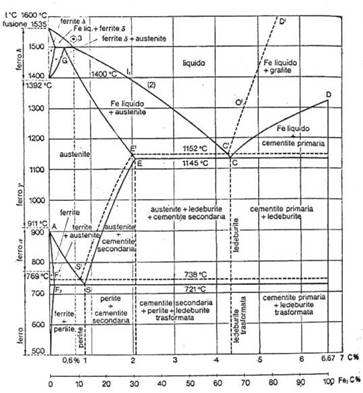
Il diagramma Fe-C o diagramma di stato o di equilibrio riveste una importanza fondamentale nell’esecuzione di un trattamento termico.
Il ferro puro (che in natura non esiste), allo stato solido presenta tre forme allotropiche:
α- γ- δ sono forme allotropiche. La forma γ è fondamentale per i t.t. in quanto ha la capacità di trattenere molto più C rispetto alla forma α.
Queste tre forme allotropiche del ferro sono in grado, in misura diversa, di dar luogo a soluzioni solide con il carbonio, oltre che combinarsi con questo per formare la cementite. Nel diagramma le fasi presenti sono quindi le seguenti:
Fase γ: Austenite. È la soluzione solida interstiziale di cementite nel ferro γ (CFC). La struttura cristallina del ferro γ, favorisce una maggiore solubilità del carbonio (fino allo 2.06% a 1147°C), dal diagramma si nota infatti un campo di stabilità dell'austenite decisamente più ampio. Nel raffreddamento è stabile fino a 723°C,è amagnetica e possiede elevata tenacità.
Fase δ Cementite: È la soluzione interstiziale del carbonio nel ferro δ (CCC). La solubilità massima del C nel ferro δ è dello 0.1% a 1487°C.
Fase Fe3C: Cementite. È un composto intermetallico duro e fragile, costituito da ferro e carbonio, in cui la percentuale di quest'ultimo elemento è pari al 6,67% in massa.
La martensite è una forma allotropica dell’acciaio, soprassatura di C, nel reticolo del ferro α. E’ una fase che si ottiene mediante congelamento strutturale dell’austenite per brusco raffreddamento da temperatura superiore a quella di austenizzazione (727°C -912°C), fino a temperatura ambiente.
La martensite si ottiene tramite tempra che le conferisce un’elevata durezza e resistenza meccanica, di contro è fragile e altamente tensionata.
La perlite è formata da lamelle alternate di ferrite (88%) e cementite (12%). Si forma dall’austenite a temperatura costante di 723°Ce con tenore di carbonio pari a 0.8%. Esite quella lamellare (lamelle di ferrite e cementite) e globulare (globuli di cementite in una matrice di ferrite).
La ledeburite è un aggregato di austenite e cementite che solidifica a temperatura costante direttamente dal liquido eutettico a 1147°C e con tenore di carbonio de 4.3%.
La bainite è formata da ferrite e cementite. Può avere forma aciculare, che la rende resistente come la perlite ma più tenace, o granulare.
PUNTI CRITICI
Definizione: si definiscono punti critici le temperature alle quali avvengono, in condizioni di equilibrio, le trasformazioni allotropiche, e sono:
A3, è la temperatura (910°C) a cui avvengono le trasformazioni α-γ, durante il riscaldamento e da γ-α, durante il raffreddamento;
A2, è la temperatura di (768°C);
A4, è la temperatura (1390°C) a cui avvengono le trasformazioni γ-δ, durante il riscaldamento e δ-γ, durante il raffreddamento;
A1, è la temperatura di (723°C);
Acm: è la temperatura di equilibrio austenite-cementite, al di sopra solo l’austenite è stabile, al di sotto si forma la cementite.
In condizioni diverse da quelle di equilibrio i punti critici possono presentare fenomeni di isteresi e verificarsi a temperature più alte, durante il riscaldamento, e a temperature più basse, durante il raffreddamento. Avremo quindi temperature indicate con Ac3 e Ac4 durante il riscaldamento e Ar3 e Ar4 durante il raffreddamento.
CICLO TERMICO
Il trattamento termico è definito dal CICLO TERMICO, cioè dalle variazioni della temperatura del materiale in funzione del tempo.
Le fasi di un trattamento termico possono essere ricapitolate analizzando la figura sotto riportata.
Il tratto AB indica il riscaldamento o durata della messa in temperatura, pertanto è il tempo necessario per raggiungere la temperatura prevista. Per pezzi complessi il riscaldamento può passare attraverso il tratto AB – CD.
Il tratto DE prevede una permanenza a temperatura costante; lo scopo è quello di garantire che il materiale assuma, in tutte le sue parti, la stessa temperatura e struttura cristallina.
Il tempo di permanenza dipende dalle dimensioni del pezzo.
Il tratto EE è la fase più importante perché indica il raffreddamento. La velocità di raffreddamento può variare da poche decine di °C all’ora, a molte centinaia di °C al secondo, a seconda che avvenga in forno o in bagni di sali.
CURVE DI BAIN
Le conseguenze strutturali derivanti da un certo tipo di raffreddamento, possono essere studiate sui diagrammi t-T o curve di Bain. Sono composte da una prima curva indicante il tempo di inizio della trasformazione in funzione della temperatura ed una curva di fine trasformazione; la curva intermedia indica l’inizio di formazione della perlite (ferrite + cementite).
Con raffreddamento continuo (curve CCT) e velocità molto basse l’austenite inizia a trasformarsi in ferrite a temperature prossime ad A3, mentre inizia a trasformarsi in cementite a temperature pari ad A1.
Con velocità comprese tra quelle rappresentate dalle curve b e c si ha formazione di bainite, mentre con velocità comprese tra quelle rappresentate dalle curve a e b non si ha più ferrite e con la bainite compare la martensite. Per velocità superiori a quelle rappresentate dalla curva a si ha solo più formazione di martensite. Le linee Ms e Mf indicano la temperatura di inizio e fine trasformazione dell’austenite alla martensite.
La trasformazione dell’austenite può avvenire con un raffreddamento più veloce (tale da impedire l’inizio della trasformazione) e da una permanenza del materiale a temperatura costante fino a trasformazione avvenuta. Questa legge di raffreddamento è rappresentata con le curve TTT. Cone leggi di raffreddamento e ed f si ottengono bainite e perlite. Posizione e forma delle curve t-T è fortemente influenzata dalla composizione chimica dell’acciaio,
Gli elementi di lega spostano le curve verso destra e verso il basso, ritardando l’inizio della trasformazione dell’austenite.
Trattamenti termici degli acciai
Per effettuare un t.t. si deve riscaldare il materiale fino ad arrivare al campo dell’austenite.
Funzione dei trattamenti termici è conferire al materiale particolari proprietà adatte alla sua messa in opera o alla sua utilizzazione. Il trattamento termico è definito dal CICLO TERMICO.
Le modalità di raffreddamento, vale a dire la legge di variazione della temperatura di raffreddamento caratterizza il ciclo termico, nel senso che da essa dipendono i risultati e quindi le caratteristiche e le proprietà particolari che si desiderano far conseguire ai materiali.
La TEMPRA prevede un riscaldamento a T elevata, c.d. T di austenizzazione, da 30°C a 50°C sopra il punto critico Ac3 (circa 870°C), permanenza a tale T per un tempo sufficiente ad ottenere nelle zone interessate l’equilibrio strutturale e successivo raffreddamento con una velocità superiore alla velocità critica di tempra. Il raffreddamento si effettua nei “bagni” (i più comuni sono l’acqua salata, l’olio, i sali fusi) la cui caratteristica è appunto il potere raffreddante.
Vantaggi: aumento della durezza, della resistenza a rottura.
Svantaggi: scarsa lavorabilità, diminuzione della resilienza.
La tempra DIRETTA conferisce agli acciai la struttura c.d. MARTENSITE e notevole aumento della durezza. Le condizioni per ottenerla sono: riscaldamento lento fino a T> del punto critico A3 o A1, a seconda che si tratti di acciai ipoeutettoidi o ipereutettoidi, permanenza a tale T per il tempo necessario ad ottenere la struttura austenitica (passaggio dal ferro α al ferro γ), infine raffreddamento rapido in modo da ottenere la struttura martensitica. In questo tipo di tempra il raffreddamento è costante, non interrotto.
Il RINVENIMENTO è un t.t. che si effettua su un materiale temprato, consiste nel riscaldare l’acciao a T < al punto critico Ac1 (723°C).
Vantaggi: aumentano resilienza e allungamento e quindi la tenacità.
Svantaggi: diminuiscono durezza e resistenza a trazione, perché questo t.t. determina una diminuzione delle tensioni interne del materiale. Il raffreddamento è piuttosto veloce ed avviene in acqua o olio. Il rinvenimento si esegue a temperatura molto bassa (150°C-180°C) se si vuol avere una miglior resilienza.
La BONIFICA è t.t. composto da tempra + rinvenimento. Si effettua a temperatura comprese tra 400°C - 600°C. La bonifica si esegue nel forno a muffola.
Vantaggi: aumento di resistenza e durezza e resilienza.
La RICOTTURA è t.t. in cui il materiale viene riscaldato ad una temperatura poco superiore alla T di tempra.
Vantaggi: aumento della resilienza e della lavorabilità.
Svantaggi: diminuisce la resistenza alla rottura, la durezza.
La CARBOCEMENTAZIONE è un trattamento termochimico di diffusione, attraverso il quale si modifica la composizione chimica di un acciaio per diffusione di un elemento di lega a partire dalla superficie. Il materiale viene portato a temperatura di 920 °C e lasciato a temperatura costante per un tempo pari ad 8-9 ore. Dopo tale t.t. aumenta la % di C nella superficie del materiale, in modo che con la successiva tempra il materiale consegua una elevata durezza in superficie e conservi nel nucleo la sua resilienza. Le durezze raggiungibili con la carbocementazione sono dell’ordine di 65 HRC. Si esegue in bagni fusi, in cassetta in polvere di carbone, in ambienti gassosi con l’utilizzo di gas metano propano. Lo spessore raggiunto a seguito di carbocemnetazione è pari a 1-1.5 mm.
La NITRURAZIONE avviene in area controllata a 530°C. La permanenza a T costante è di molto inferiore rispetto alla carbocementazione. Si raggiungono durezze dell’ordine di 75 HRC. Lo spessore raggiunto dalla nitrurazione è di 0.1-0.2 mm.
Temprabilità degli acciai
Un acciaio è più temprabile di una altro se, a parità di tutte le altre condizioni di tempra, presenta una maggiore profondità dello strato martensitico. La temprabilità è influenzata in minima parte dalla % di carbonio e, soprattutto, dalla presenza di elementi di lega quali nichel, cromo, manganese.
Più è alta la velocità critica di tempra, meno sarà facile ottenere martensite nel cuore dei pezzi e quindi meno sarà temprabile l’acciaio. La penetrazione di tempra è minima negli acciai al carbonio e cresce col crescere degli elementi di lega presenti nel materiale.
PROVA JOMINY UNI 3150
Definizione: attraverso la prova si esamina il comportamento dell’acciaio nel subire il trattamento termico della tempra, verificando in particolare la penetrazione della durezza in profondità, la formazione di martensite (almeno il 50%), la curva di temprabilità.
Dimensioni provino e dispositivo: il dispositivo Jominy presenta nella parte superiore un forno elettrico a muffola dotato di termocoppia dove viene riscaldato il materiale, mentre nella parte inferiore troviamo il dispositivo di raffreddamento (che avviene con acqua ad una temperatura compresa tra 5-30°C).
Il dispositivo è costituito essenzialmente da un supporto che presenta al centro un'apertura circolare di 26 mm; a 110 mm sotto l'apertura è posto un ugello con foro di efflusso di 13 mm (con l'asse allineato col centro dell'apertura); l'estremità inferiore del provino, quando è alloggiato nel supporto, viene a trovarsi alla distanza di 13 mm dal foro di efflusso dell'acqua.
La corretta portata di raffreddamento (l'altezza libera del getto deve risultare di 65 mm) viene misurata indirettamente basandosi sul diametro della calotta d'acqua che si origina in seguito all'urto del getto contro l'estremità piana del provino.
La provetta su cui vengono effettuate le misurazioni deve essere ricavata da fucinato, laminato a caldo o fuso, con diametro d ≥ 32 mm e prima di essere lavorata deve essere sottoposta a normalizzaizone.
Di seguito sono riportate le caratteristiche del saggio.
Fasi della prova: il provino, inserito in una sorta di camicia (con all’interno una pastiglia di grafite, avente lo scopo di evitare l’effetto ossidante provocato dall’aria che penetra dal foro del forno a muffola), viene portato fino a T leggermente superiore alla T di austenizzazione (870° C) e permane per almeno 30 minuti.
Successivamente si estrae il provino dal forno ed in un tempo ridottissimo lo si posiziona nell’apposito supporto di raffreddamento, aprendo al valvola dell’acqua.
Con questo metodo si realizza diverse velocità di raffreddamento, da quelle relativa all’acqua che colpisce la parte inferiore del provino, a quella relativa all’aria calma sulla superficie opposta.
A pezzo completamente raffreddato vengono ricavate, mediante un rettificatrice piana o una mola a tazza, due piste rettilinee lungo la generatrice asportando fino a 0.4-0.5 mm.
Questa fase deve essere compiuta con estrema cura, evitando di surriscaldare nuovamente il provino e quindi compromettere gli esiti della prova.
Montare il provino su apposita slitta a corredo del Durometro Universale ed effettuare misurazioni di durezza HRC, avendo cura di rispettare le seguenti distanze:
1.5-3-5-7-9-11-13-15-20-25-30-35-40 mm.
Dai risultati si ottiene il grafico durezza/distanza e quindi la curva di temprabilità Jominy.
La curva deve, per essere apprezzabile il t.t. della tempra, ricadere con tutti i suoi punti all’interno della banda di temprabilità, costituita da due curve limite (una inferiore , l’altra superiore).
L’indice di temprabilità Jominy si indica ad es. con la sigla J 40-15, vale a dire alla distanza di 15 mm dal bordo si ha una durezza 40 HRC.
Fonte: http://www.amedeobompadre.onweb.it/it/download/trattamenti-termici_5455601e5fafe.doc
Sito web da visitare: http://www.amedeobompadre.onweb.it
Autore del testo: non indicato nel documento di origine
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve