I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
Introduzione
Le rettificatricisono macchine utensili a moto di taglio rotatorio che impiegano un utensile politagliente. I singoli taglienti sono granelli di materiale abrasivo, tenuti insieme da un agglomerante, detto anche legante o cemento.
La lavorazione eseguita è detta rettificatura (o rettifica).
Se all’impasto formato da granelli e legante viene data una forma ben definita, otterremo un utensile abrasivo, che può essere rigido (mola) oppure flessibile (nastro, disco, foglio). Gli abrasivi vengono però adoperati anche sotto forma di paste e polveri.
Riferendosi alle mole, si vede (fig. 4.1) come i granelli di materiale abrasivo asportino uno strato di materiale dal pezzo da lavorare sotto forma di trucioli piccolissimi, mentre la mola ruota intorno al proprio asse.
Fig. 4.1 - Schema di rettificatura
La qualità del materiale costituente l’utensile, l’energica azione di fissaggio esplicata dal legante e la piccola dimensione dei trucioli consentono velocità di taglio che non sono assolutamente confrontabili con tutti gli altri tipi di macchine utensili. Basti tenere presente che in operazioni di rettifica la velocità di taglio è misurata in m/s, mentre, come si sa, nelle altre operazioni di asportazione di truciolo la stessa grandezza viene espressa in m/min. Tutto ciò, unitamente all'elevata velocità di taglio, consente di ottenere gradi di finitura molto spinti. Si può quindi dire che gli utensili abrasivi vengono generalmente adoperati in operazioni di finitura, anche se non mancano casi di impiego in lavorazioni di sgrossatura (ad es. mole da taglio).
Il processo della formazione del truciolo nella rettifica è abbastanza simile a quello della fresatura; anche se di dimensioni molto piccole, il truciolo ha la stessa forma di quello ottenuto con una fresa. Non tutti i grani, però, partecipano egualmente al processo di asportazione e pertanto, assieme ai trucioli, si formerà anche della polvere di metallo. Questa, alle alte temperature che si raggiungono durante la lavorazione (1000 ÷ 1500 0C), viene compattata, subendo una sorta di sinterizzazione, intasando la zona di lavoro. Il regime termico elevato che si instaura nella rettificatura è conseguenza della diversa, irregolare geometria degli elementi taglienti (quasi sempre a spoglia negativa) e della elevata velocità di taglio. La temperatura di lavorazione aumenta a mano a mano che procede l’usura dei granelli. Ciò può condurre a distorsioni del pezzo, bruciature, alterazioni strutturali e formazione di cricche. Per attenuare questi effetti, si refrigera abbondantemente la zona di lavoro (10 ÷ 60 l/min). Oltre ad abbassare la temperatura, il fluido refrigerante mantiene la zona di lavoro libera da polvere metallica e abrasiva, asporta i trucioli che si annidano nei pori della mola, incrementa la produttività e migliora la finitura delle superfici rettificate. Il refrigerante ritarda anche il rammollimento dei leganti sensibili al riscaldamento.
Unitamente agli aspetti generali tipici delle altre lavorazioni per asportazione di truciolo, il processo di rettifica possiede caratteristiche proprie, che ne fanno una lavorazione per certi versi anomala.
Le principali caratteristiche di tale lavorazione che, ad esempio, la differenziano nettamente dalla fresatura sono le seguenti:
Poiché i grani abrasivi sono disposti ad una certa distanza fra loro, una mola si presenta con taglienti interrottie non continui come invece accade generalmente in una fresa.
A differenza dei denti di una fresa, in una mola vi sono utensili geometricamente irregolari con punte arrotondate e sono disposti confusamente nell’impasto. Pertanto gli angoli di spoglia superiore sono generalmente negativi e di valore variabile.
Un utensile abrasivo quasi sempre si autoaffila nel corso della lavorazione. Infatti, l’azione di uno sforzo supplementare, dovuto all’arrotondamento per usura di un granello, può svellerelo stesso dal legante, in modo da far spuntare in superficie e mettere così a nudo nuovi taglienti*.
La particolare geometria del tagliente e lo spessore di truciolo quasi nullo al momento del contatto fra mola e pezzo dà origine ad un notevole strisciamento, molto più marcato di quello che si verifica nella fresatura in discordanza.
L’asportazione di truciolo da parte di un singolo granello dura un tempo brevissimo (5 ÷ l0 x l0-3s) e si può ritenere istantanea.
Queste caratteristiche rendono l’operazione di rettifica più complicata di altre lavorazioni e comportano considerevoli difficoltà per indagini sia teoriche che sperimentali.
4.1. Materiali abrasivi
I materiali abrasivi, o semplicemente abrasivi, sono sostanze naturali o artificiali ridotte in grani dopo frantumazione.
Gli abrasivi naturali i più comuni sono:
Quarzo (SiO2)
Allumina (Al2O3)
Diamante
Il diamanteè un minerale costituito essenzialmente da carbonio con trascurabili quantità di impurezze. E’ molto fragile ma durissimo, al punto da scalfire qualunque altro materiale esistente in natura. Le applicazioni più diffuse del diamante industriale riguardano da un lato la fabbricazione di mole diamantate, per l’affilatura di utensili, per particolari operazioni di troncatura e per la lavorazione di lenti; dall’altro, la ravvivaturadegli altri utensili abrasivi, come si vedrà meglio in seguito. Recentemente si adoperano i cosiddetti diamanti sintetici, ottenuti riscaldando il carbonio oltre 2000 0C e sottoponendolo a pressioni di circa 102 MPa.
Gli abrasivi naturali fin qui elencati trovano tuttavia un impiego assai scarso se confrontati con gli abrasiviartificiali, fra i quali ricordiamo:
Corindone artificiale
Carburo di silicio
Carburo di boro
Nitruro di boro
Il corindone artificiale è la forma cristallina dell’allumina, prodotta mediante fusione in forni elettrici della bauxite. Ad una temperatura di 2200÷2400 0C le impurità presenti nella bauxite vengono eliminate e il sesquiossido di alluminio cristallizza. L’allumina possiede elevata durezza e buona tenacità e conserva inalterate le sue proprietà anche a temperatura molto elevata (fino a 2050 0C). Queste caratteristiche dipendono dalla percentuale di allumina contenuta nel corindone (dal 93% al 99,5 %); a misura che essa aumenta, diminuisce la tenacità e aumenta la durezza. Il corindone artificiale viene impiegato per la rettifica di metalli a non elevata resistenza (acciaio, ghisa malleabile, bronzo dolce, ecc.). Quest'abrasivo si trova in commercio sotto il nome di “Corundum”, “Aloxite”, “Adamite”, “Coralund”, ecc.
Il carburo di silicio(SiC) non si trova in natura. Viene ottenuto fondendo sabbia quarzosa e polvere di coke in forno elettrico. A circa 2000 0C avviene la reazione chimica fra silicio e carbonio con formazione di carburo di silicio. Pur possedendo un’elevata durezza, maggiore del corindone artificiale, è però molto fragile e viene pertanto impiegato generalmente per lavorare materiali non molto duri. Con particolari accorgimenti si può tuttavia adoperare anche per materiali ad elevata durezza, tanto che talvolta sostituisce il diamante nelle operazioni di ravvivatura. Le denominazioni commerciali più comuni del carburo di silicio sono: “Carborundum”, “Carborite”, “Crystolon”, ecc.
Il carburo di boro viene ottenuto in forni elettrici ad arco, mediante fusione di coke, petrolio e acido borico alla temperatura di circa 2500 0C. Si giunge ad una soluzione solida di boro e carburo di boro contenente fino al 94% di B4C e circa 11,5% di carbonio libero. Quest'abrasivo, il cui nome commerciale è “Norbide”, si impiega principalmente sotto forma di polveri, non essendo ancora stato risolto il problema del suo impiego nella fabbricazione industriale di mole.
Il nitruro di boro è un materiale con struttura cristallina cubica a facce centrate, ottenuto per la prima volta in laboratorio poco più di cinquant'anni fa. Presenta durezza elevatissima, riesce a scalfire il diamante e possiede delle eccellenti proprietà abrasive. In teoria il suo peso specifico è minore di quello del diamante (3,48 e 3,51 rispettivamente). E' messo in commercio con il nome di “Borazon” nei paesi occidentali e col nome di “Elbor” o “Kubonit” nei paesi dell’Europa orientale.
Proprietà di un abrasivo
Le proprietà fondamentali di un materiale abrasivo sono:
durezza*
capacità abrasiva
resistenza
resistenza all'usura
In quanto segue ci si occuperà delle prime due proprietà, che più delle altre caratterizzano un materiale abrasivo.
Durezza
La durezzaè la caratteristica più importante dei materiali abrasivi e può essere determinata con vari metodi. I più largamente adoperati sono il metodo di scalfittura e quello di penetrazione.
Il primo consiste nello scalfire il materiale di cui si vuol provare la durezza con un altro materiale a forma appuntita (metodo Mohs); il secondo prevede l’impiego di un cono di diamante che viene premuto con una forza prestabilita di 2 N sul materiale da provare. E' a questo secondo metodo che ci si è riferiti nella tabella 4.1, che riporta le microdurezze, a temperatura ambiente , dei materiali abrasivi elencati nel paragrafo precedente, confrontata con quella di alcuni materiali per utensili.
Tab. 4.1 Microdurezze di abrasivi e altri materiali da utensile — Metodo di penetrazione. |
|
Materiale |
Durezza (MPa x 100) |
diamante naturale sintetico |
800 ÷1060 |
nitruro di boro |
800 ÷1000 |
carburo di boro |
400 ÷480 |
carburo di silicio |
284 ÷330 |
ossido di alluminio |
200 ÷260 |
quarzo |
100÷10 |
carburo di tungsteno |
120 ÷300 |
materiale ceramico |
120 ÷290 |
acciaio rapido |
130 ÷180 |
Capacità abrasiva
La capacità abrasivaè la capacità di un granello di abrasivo di lavorare un altro materiale. Uno dei metodi per valutarla consiste nel porre i granelli abrasivi fra due dischi di vetro ruotanti in senso opposto. La quantità di materiale asportata dalla superficie dei dischi dopo un tempo prefissato viene assunta come parametro per la determinazione della capacità abrasiva (Tab. 4.2).
Tab. 4.2 — Capacità abrasiva dei materiali abrasivi |
||
Materiale |
Capacità abrasiva |
|
|
massa di vetro asportata (g) |
relativa a diamante |
diamante 0,75 ÷ 0,77 0,58 ÷ 0,64 0,40 ÷ 0,45 0,50 ÷ 0,58 |
0,75 ÷ 0,77 |
1 |
nitruro di boro |
0,58 ÷ 0,64 |
0,75 ÷ 0,85 |
carburo di silicio |
0,40 ÷ 0,45 |
0,25 ÷ 0,45 |
carburo di boro |
0,50 ÷0,58 |
0,50 ÷ 0,70 |
corindone artificiale |
0,160 |
0,15 ÷ 0,25 |
corindone naturale |
– |
0,13 |
quarzo |
0,047 |
0,02 ÷ 0,03 |
Grana
Ogni utensile abrasivo è caratterizzato, oltre che dal tipo di abrasivo adoperato, anche dalla dimensione media dei granelli, detta comunemente grana. La grana si può definire come il numero di granelli delle stesse dimensioni medie contenuti in un pollice lineare.
Tab.4.3 - Classificazione della grana di un abrasivo |
|||||
Gruppo |
Grana |
Gruppo |
Grana |
||
(pollici) |
(micron) |
|
(pollici) |
(micron) |
|
|
8 |
2830 ÷ 2380 |
|
80 |
210 ÷177 |
Molto grossa |
9 |
2380 ÷ 2000 |
|
90 |
177 ÷149 |
|
10 |
2000 ÷ 1680 |
|
100 |
149 ÷ 125 |
|
12 |
1680 ÷ 1410 |
Fine |
120 |
125 ÷ 105 |
|
14 |
1410 ÷ 1190 |
|
150 |
105 ÷ 88 |
|
16 |
1190 ÷ 1000 |
|
180 |
88 ÷ 74 |
Grossa |
20 |
1000 ÷ 840 |
|
200 |
74 ÷ 62 |
|
24 |
840 ÷ 710 |
|
220 |
62 ÷ 53 |
|
30 |
710 ÷ 590 |
Extra fine |
240 |
53 ÷ 40 |
|
36 |
590 ÷ 500 |
|
280 |
40 ÷ 30 |
|
40 |
500 ÷ 420 |
|
320 |
30 ÷ 20 |
Media |
46 |
420 ÷ 350 |
|
400 |
20 ÷ 16 |
|
54 |
350 ÷ 297 |
Paste abrasive |
500 |
16 ÷ 13 |
|
60 |
297 ÷250 |
|
600 |
13 ÷ 7 |
|
70 |
250 ÷ 210 |
|
800 |
7 ÷ 3 |
|
|
|
|
1000 |
< 3 |
In pratica si adoperano degli stacci a maglie quadrate di cui è noto il numero di fili per pollice lineare. Adoperando una serie di stacci con maglie sempre più fitte, si giunge a suddividere i grani di abrasivo in dimensioni medie sempre più piccole. Ad esempio, un abrasivo di grana 60 è costituito da granelli che passano attraverso le maglie dello staccio avente 60 fili per pollice, ma vengono trattenuti dallo staccio immediatamente successivo di 70 fili per pollice.
La grana di un abrasivo verrà quindi espressa da un numero, compreso generalmente fra 8 e 1000, tanto più grande quanto più piccole saranno le dimensioni medie dei granelli.
4.2. Agglomeranti
In un utensile abrasivo, come già anticipato, i grani sono legati fra loro mediante una sostanza cementante chiamata comunemente agglomerante o legante o cemento.
I1 procedimento per la fabbricazione di una mola comprende le seguenti fasi:
miscelazione dell’abrasivo e del legante
formatura
trattamento termico
lavorazione meccanica
prove e controlli.
La formatura avviene mediante pressatura in stampi speciali. Durante il trattamento termico i grani abrasivi vengono definitivamente cementati, conferendo agli utensili le caratteristiche finali.
Gli agglomeranti più largamente impiegati per la fabbricazione di utensili abrasivi sono del tipo riportato nello specchietto seguente:
Le mole ceramiche coprono almeno il 50 ÷ 60% della produzione totale di utensili abrasivi; le mole alla bakelite il 30 ÷40 % e le mole alla gomma il 4 ÷ 7%; utensili abrasivi con altri tipi di legante raggiungono l’uno o il due per cento della produzione totale.
L'agglomerante vetrificato è formato da argilla, feldspato e quarzo e altri materiali finemente frantumati e miscelati in varie proporzioni. Conferisce alla mola eccellente resistenza meccanica e al calore e buona rigidità; tuttavia è abbastanza fragile e, per questo motivo, non è consigliabile per la fabbricazione di mole di piccolo spessore o soggette ad urti, mentre è largamente adoperato, per la sua versatilità, in tutte le altre lavorazioni. Il tipo fuso si adopera per utensili a base di ossido di alluminio, mentre il secondo si impiega per utensili al carburo di silicio.
L'agglomerante resinoide consiste essenzialmente di resina sintetica (bakelite) e riempitivi (carica).Rispetto al legante ceramico è più resistente e più elastico; è però fragile per temperature al di sotto di 200 ºC, per cui la lavorazione con una mola alla bakelite va effettuata a secco. Viene usato quando si richiedono rapide asportazioni di grandi quantità di materiale, come ad esempio nelle lavorazioni finali su un getto fuso, per troncatura, rettifica di filettature a grande velocità e rettifica di finitura.
L'agglomerante alla gomma è costituito da gomma sintetica vulcanizzata in presenza di zolfo, riempitivo e plastificante. Le mole alla gomma sono elastiche, compatte e resistenti all’acqua, ma resistono male al calore. Sono largamente impiegate per rulli conduttori e mole operatrici per rettifiche senza centri (vedi in seguito), per rettifica di sedi di cuscinetti volventi, per operazioni di troncatura, quando non si vuole un surriscaldamento eccessivo, e in tutti quei casi in cui si richiede un’eccellente finitura superficiale.
Durezza
La durezzadi un utensile abrasivo è definita come la capacità del suo legante di trattenere i grani di abrasivo sulla superficie attiva dell’utensile sotto l’azione delle forze esterne. In altre parole, maggiore è la durezza migliore è la coesionefra i granelli abrasivi.
Nella nomenclatura internazionalmente accettata, la durezza viene indicata da una lettera da A a Z, in ordine crescente di durezza.
La durezza di un utensile abrasivo dipende dalla quantità e dal tipo di legante, dal tipo di abrasivo, dalla forma dei grani e dalle condizioni di fabbricazione degli utensili (pressione, trattamenti termici, ecc.).
Il volume totale di qualunque utensile abrasivo è la somma di tre volumi parziali: volume occupato dai granelli Vg, volume occupato dal legante Vl e volume dei vuoti Vv; in formula:
Vg+Vl+Vv = l00% (4.1)
Variando Vg o Vl varia la durezza.
Per lavorazioni che richiedono notevoli asportazioni di truciolo oppure che vanno effettuate su materiale ad elevata durezzaèbuona norma usare una mola tenera.Questa infatti, sotto le elevate azioni di taglio, perderà rapidamente i taglienti che a mano a mano si ottundono, mettendo così a nudo altri taglienti a spigoli vivi. In questo modo, tuttavia, la mola si consumerà rapidamente perdendo, tra l’altro, le sue caratteristiche geometriche. Se quindi si devono eseguire operazioni di rettificatura con tolleranze di forma e dimensione molto ristrette, si dovrà adoperare una mola dura che conserva a lungo la sua forma e le sue dimensioni, rinunciando però ad una rapida asportazione del sovrammetallo.
La tabella 4.4 riporta la scala di durezza divisa in gruppi. E’ bene avvertire che una tale suddivisione ha valore solo se ci si riferisce alle mole fabbricate dallo stesso produttore, in quanto, come detto precedentemente, la durezza dipende anche dal tipo di procedimento seguito per la fabbricazione.
Tab. 4.4 – Classificazione della durezza di una mola |
||||
Molto tenera |
Tenera |
Media |
Dura |
Molto dura |
A |
H |
L |
P |
T |
B |
I |
M |
Q |
U |
C |
J |
N |
R |
V |
D |
K |
O |
S |
W |
E |
|
|
|
X |
F |
|
|
|
Y |
G |
|
|
|
Z |
Struttura
Dal modo di fabbricare un utensile abrasivo dipende la presenza più o meno accentuata di pori o, se si vuole, il valore del volume che compete agli spazi vuoti.
Questa caratteristica prende il nome di struttura, individuata con un numero compreso fra 1 e 12, ad ognuno dei quali corrisponde una tipologia indicata nella tabella 4.5.
Tab. 4.5 - Struttura di una mola (Norton) |
||
Chiusa |
Media |
Aperta |
1 |
4 |
7 |
2 |
5 |
8 |
3 |
6 |
9 |
|
|
10 |
|
|
11 |
|
|
12 |
Maggiori saranno le dimensioni dei pori, maggiore sarà la massa di truciolo che si deposita in essi durante la lavorazione. Il truciolo sarà però soggetto alle azioni centrifughe che tendono ad espellerlo dalla mola; tali azioni saranno tanto più elevate quanto più è grande la massa e la velocità angolare.
In definitiva, una mola molto porosa, a struttura aperta, difficilmente tenderà ad intasarsi. D'altra parte, una mola poco porosa, a struttura chiusa, si intaserà più facilmente, ma risulterà più resistente perché è maggiore, a parità di grana, la quantità di legante.
Come si vede, il concetto di struttura è diverso da quello di durezza, nel senso che, a parità di rapporto fra quantità di legante e quantità di abrasivo, a parità cioè dell'azione di ritenzione che il legante esercita sull’abrasivo, una mola può avere struttura più o meno aperta. Nel primo caso, oltre alla difficoltà di intasamento, l’aria che viene messa in circolazione forzata attraverso i pori agevola il raffreddamento dell’utensile e consente quindi velocità di taglio maggiori, offrendo per contro una scarsa resistenza meccanica. Nel secondo caso si va incontro ad un più elevato sviluppo di calore, ad un più facile intasamento ma ad una robustezza maggiore.
La figura 4.2 riassume i concetti di grana, durezza e struttura.
Fig. 4.2
Nella figura 4.2 a è mostrato un aumento della grana mantenendo costanti la durezza e la porosità.
Nella fig. 4.2 b è mostrato un aumento di durezza: la dimensione media dei grani, la distanza intergranulare e il volume occupato dai grani restano costanti, mentre aumenta il volume occupato dal legante e diminuisce quello che compete ai pori.
Nella fig. 4.2 c la struttura diventa più aperta: ad una costanza della dimensione media dei grani e del volume occupato dall’ agglomerante si contrappone un aumento della distanza intergranulare.
Ricapitolando, le mole vengono designate secondo: il tipo di abrasivo (con una o due lettere), la grana (con un numero), il tipo di legante (con una o due lettere), la durezza (con una lettera) e la struttura (con un numero), oltre naturalmente alle dimensioni caratteristiche.
In figura 4.3 è riportato un esempio di designazione secondo la simbologia adottata dalla ditta Norton.
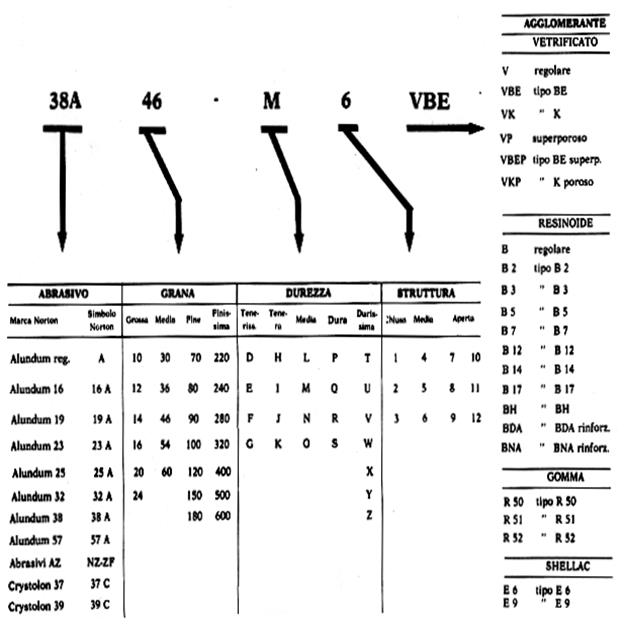
Fig. 4.3
Mole diamantate
Le mole diamantate, pur se la loro prima apparizione risale a diversi decenni, solo recentemente hanno assunto un ruolo determinante per la lavorazione di metalli duri, per la riaffilatura di utensili in carburo e per il taglio di pietre dure.
Consistono di una parte centrale (corpo) e di una parte diamantata, saldamente ancorata alla precedente. La parte centrale è generalmente costituita da acciaio al carbonio, alluminio, bronzo, bakelite o materia plastica. La parte abrasiva è composta da agglomerante, di uno dei tipi visti precedentemente, e da granelli di diamante, naturale o artificiale.
Una mola diamantata sarà caratterizzata, oltre che dal tipo di diamante (naturale o artificiale) e dal tipo di agglomerante, anche dalla concentrazione di diamante e dalla profondità o spessore della parte diamantata.
Le concentrazioni normali delle mole diamantate Norton sono le seguenti:
100 = 4,4 carati* per cm3 di parte diamantata;
75 = 3,3 carati per cm3 di parte diamantata;
50 = 2,2 carati per cm3 di parte diamantata;
25 = 1,1 carati per cm3 di parte diamantata.
I valori più comuni dello spessore della porzione diamantata sono i seguenti:
1, 1.5, 2, 2.5, 3, 6 (mm); 1/32, 1/16, 1/8, 1/4 (pollici).
La designazione delle mole diamantate è analoga a quella per gli altri utensili abrasivi. La figura 4.4 ne riporta un esempio.

Fig. 4.4
4.3. Classificazione degli utensili abrasivi
Gli utensili abrasivi si classificano in rigidi e flessibili.
Gli utensili rigidi vengono detti comunemente mole e possono essere di due tipi:
mole da rettifica
mole da taglio
Alcuni tipi di mole da rettifica e da taglio sono riportati nelle figure 4.5 e 4.6 rispettivamente.

Fig. 4.5 – Mole da rettifica. a) = a disco; b) = ad anello; c) = a coltello; d) = a bisello; e) = a tazza cilindrica; f) = a tazza conica.
 Fig. 4.6 – Mole da taglio. a) = a disco; b) = a centro depresso.
Fig. 4.6 – Mole da taglio. a) = a disco; b) = a centro depresso.
Altri tipi di mole da rettifica sono le mole con perno (fig. 4.7) e le mole a settori (fig. 4.8).

Fig. 4.7 Fig. 4.8
Le prime vengono ottenute cementando il codolo in fase di formatura della mola e si impiegano per rettifica interna e per rettifica di zone difficilmente accessibili con una mola di uno dei tipi precedenti. Le seconde vengono usate soprattutto per la rettifica di superfici piane e sono costituite da alcuni settori fissati meccanicamente ad una piastra.
Uno dei vantaggi principali di una mola a settori consiste nella possibilità di rimuovere facilmente il solo settore eventualmente danneggiato, senza scartare tutta la mola. Gli spazi fra i settori facilitano inoltre l’afflusso di refrigerante e lo scarico dei trucioli. Infine, il pezzo da rettificare è soggetto a minori apporti di calore in seguito alla minore area di contatto rispetto, ad esempio, ad una mola a tazza cilindrica.
Fra gli utensili abrasivi rigidi si possono far rientrare anche i segmenti abrasivi detti anche pietre per levigatura. Si adoperano per operazioni di levigatura a mano o a macchina.
Gli utensili abrasivi flessibili sono costituiti da un supporto di panno o di carta, su un lato del quale sono fissati i granelli abrasivi mediante un collante speciale. Si trovano in commercio sotto forma di nastri, dischi e fogli e vengono usati per finitura a macchina (nastri e dischi) o a mano (fogli) di superfici della più svariata forma. Oltre ai principali tipi di utensili abrasivi fino ad ora trattati, i granelli di un materiale abrasivo vengono usati anche sotto forma di paste. In queste i grani si trovano in una sospensione fluida (olio, cera, grasso animale, stearina, ecc.) e si impiegano in operazioni d lappatura.
Montaggio delle mole
I1 montaggio di una mola sul mandrino della macchina deve essere effettuato con particolare cura, date le elevate velocità di rotazione, assicurando un sufficiente bilanciamento; sarà necessario inoltre proteggere la mola con una cuffia per garantire l’incolumità dell’operatore. Queste operazioni saranno naturalmente precedute da prove di resistenza.
Poiché il foro dell'utensile non potrà avere tolleranze molto strette per la natura stessa del materiale con cui è fabbricato, per assicurare un perfetto accoppiamento bisognerà interporre tra foro e albero una boccola di materiale tenero (generalmente piombo) che, cedendo sotto le azioni di serraggio, adatterà la mola sull’albero. Il serraggio è usualmente realizzato con due flange strette da un dado; tra flange e mola si interpongono due dischi di carta morbida (quasi sempre è la stessa etichetta che riporta le caratteristiche della mola). Un esempio di fissaggio è riportato nella figura 4.9.
Le mole devono essere bilanciate sia dal costruttore, sia al momento del montaggio sulla rettificatrice, perché l’asse di rotazione non è baricentrico né centrale d’inerzia. Il mancato bilanciamento farà insorgere delle vibrazioni che possono far scadere la finitura delle superfici lavorate, accelerare l’usura dei cuscinetti dell’albero porta mola, ma soprattutto possono aumentare il rischio di esplosione dell’utensile. Le mole che lavorano con velocità periferiche maggiori di 50 m/s dovranno essere equilibrate non solo all’atto del montaggio ma anche dopo ogni operazione di ravvivatura e di rettificatura.
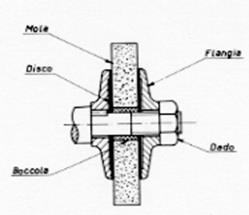
Fig. 4.9
Usura, ravvivatura e rettificatura delle mole
Come più volte ricordato, una mola è soggetta ad usura, sia dei granelli che dell’agglomerante, e intasamento. Una mola usurata e intasata non è più grado di tagliare; la capacita di taglio può esserle restituita con una ravvivatura (è sufficiente asportare pochi centesimi di millimetro) che rimuove i grani usurati e i cascami di lavorazione. Il tempo che intercorre fra due ravvivature successive, misurato in minuti, viene definito durata di un utensile abrasivo, a somiglianza degli altri utensili da taglio. La durata di una mola è molto variabile ed è compresa generalmente fra 0,5 e 300 minuti nella rettifica interna e fra 3 e 80 minuti nella rettifica cilindrica, secondo la velocità di taglio e l’avanzamento, le caratteristiche dell’utensile abrasivo e le condizioni di lavorazione. Spesso, per stabilire la durata di una mola, ci si riferisce non al tempo in minuti ma al numero di pezzi lavorati fra due ravvivature successive.
In particolari condizioni, le mole si possono auto ravvivare durante la lavorazione. In una mola che si auto ravviva i grani di abrasivo che si ottundono per usura, e che sono pertanto assoggettati a carichi maggiori, vengono estirpati dal legante; in tal modo, con la concomitante, rapida usura del legante, affiorano sulla superficie esterna nuovi granelli a spigoli aguzzi in grado di continuare la lavorazione. Se pertanto una mola ha la capacita di auto ravvivarsi, sarà sufficiente procedere solo ad una rettificatura della stessa, per ripristinare la forma geometrica alterata dall’usura disuniforme del legante. L’auto ravvivatura presenta vantaggi evidenti, ma può essere conseguita solo con un'accurata scelta delle caratteristiche dell’utensile, in relazione alle condizioni di lavorazione. Ciò, è possibile, ad esempio, nella rettificatura di materiali duri con mole tenere, con avanzamenti e velocità di taglio caratteristici di operazioni di sgrossatura.
La rettificatura, un'operazione connessa alla precedente ed effettuata con gli stessi utensili, ripristina la corretta geometria della mola, perduta in conseguenza dell’usura disuniforme. La rettificatura rende la superficie periferica della mola concentrica all’asse di rotazione, oppure sagoma l’utensile secondo la forma della superficie del pezzo da lavorare.
La ravvivatura e la rettificatura possono essere effettuate sia impiegando utensili in diamante, detta anche "diamantatura", sia ricorrendo ad utensili non in diamante. Nel primo caso, l’utensile può essere costituito da un singolo diamante (0,25 ÷ 2 carati) fissato su uno stelo, meccanicamente o per brasatura, oppure da diversi piccoli diamanti (0.003 ÷ 0.3 carati) annegati in un impasto di tungsteno, rame ed alluminio.
In una operazione di ravvivatura con utensile in diamante (fig. 4.10), questo è usualmente posizionato con un angolo di 10º ÷ 15º rispetto alla faccia della mola ed in un punto contenuto sul piano passante per il centro della mola o leggermente al di sotto di esso.
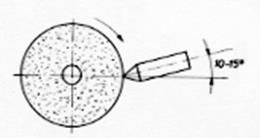 Fig. 4.10
Fig. 4.10
4.4. Rettificatrici
La classificazione delle rettificatrici, che di seguito viene esposta, ha carattere del tutto generale e vuole essere solo un tentativo per far comprendere la grande varietà di queste macchine. Ne esistono infatti numerosissimi tipi che difficilmente si possono far rientrare in uno di quelli che verranno elencati.

Fig. 4.11.
Riferendosi agli schemi di accoppiamento utensile-pezzo riportati nella figura 4.11, potremo avere:
Rettificatrici in tondo per esterni (fig. 4.11 a), destinate alla lavorazione di superfici di rivoluzione esterna.
Rettificatrici senza centri (fig. 4.11 b); realizzano la stessa lavorazione delle precedenti, sfruttando un diverso sistema di sostegno e di avanzamento del pezzo.
Rettificatrici in tondo per interni (fig. 4.11 c) destinate alla lavorazione di superfici di rivoluzione interne.
Rettificatrici per piani (fig. 4.11 d), destinate alla rettifica di superfici piane.
Rettificatrici in tondo per esterni
La rettifica di una superficie cilindrica esterna può essere realizzata secondo tre metodi, come illustrato nella figura 4.12:
tangenziale (a); a tutta passata (b); a tuffo (c)

a b c
Fig. 4.12
Nella rettifica tangenziale alla mola vengono conferiti due moti: rotazione intorno al proprio asse e avanzamento contro il pezzo per impostare la profondità di passata. I1 pezzo ruota intorno al proprio asse e contemporaneamente si sposta parallelamente ad esso. I1 moto di avanzamento della mola contro il pezzo può essere conferito alla stessa alla fine di ciascuna corsa longitudinale oppure al completamento di una doppia corsa di andata e ritorno del pezzo. In alcune macchine il pezzo è dotato del solo moto di rotazione, affidando alla mola anche il moto parallelo all’asse del pezzo. La rettifica tangenziale viene adoperata per pezzi cilindrici di notevole lunghezza. La profondità di passata varia da 0,15 mm a 1,15 mm e dipende dalla lunghezza e dal diametro del pezzo e dalla finitura dimensionale e di forma posseduta dal pezzo prima della rettifica. I1 sovrammetallo viene asportato per il 60 ÷ 80% nelle passate di sgrossatura, il resto in quelle di finitura.
Nella rettifica a tutta passata la mola viene profilata con un invito tronco conico, in modo da poter asportare tutto il sovrammetallo (nei limiti di 0,1 ÷ 0,4 mm) in una sola passata. In tal caso la mola possiede due moti: rotazione intorno al proprio asse e avanzamento longitudinale, mentre al pezzo è conferito il solo moto di rotazione. Questo metodo di rettifica viene adoperato per pezzi non molto lunghi rispetto al diametro.
La rettifica a tuffo non prevede moti longitudinali della mola e del pezzo. Lo spessore della mola è maggiore della lunghezza da rettificare; in tal modo è possibile conferire alla mola un moto rotatorio intorno al proprio asse e un moto di avanzamento normale all’asse del pezzo, simultaneo al precedente, mentre il pezzo ruoterà intorno al proprio asse. Questo metodo è adoperato per pezzi non molto lunghi e soprattutto nella rettifica di forma. La produzione è molto elevata.
Scelta dei parametri di taglio
Si considereranno qui di seguito i parametri di taglio nella rettifica tangenziale esterna (fig. 4.13); analoghe considerazioni si possono svolgere per tutte le altre lavorazioni.
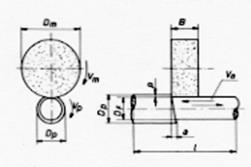 Fig. 4.13.
Fig. 4.13.
La profondità di passata p si misura in direzione perpendicolare alla superficie da lavorare e rappresenta lo spessore di materiale asportato dalla mola in una corsa longitudinale.
Nella rettifica di sgrossatura si assume per p un valore compreso fra 0,01 a e 0,025 a; questi due valori sono legati all’avanzamento a per giro del pezzo dalle seguenti relazioni:
p = 0,01 a per a ≥ 0,5 B; p = 0,025 a per a < 0,5 B (4.1)
dove con B si è indicata la larghezza della mola.
Nella rettifica di finitura p risulta generalmente compreso fra 0,005 a e 0,015 a per ogni corsa della tavola, con le stesse limitazioni precedenti.
A parità di ogni altra condizione, la migliore finitura superficiale si ottiene adottando valori elevati per la velocità della mola, basse velocità di avanzamento longitudinali, bassi valori della velocità angolare del pezzo, e piccole profondità di passata.
In conseguenza del cedimento del pezzo, dell'usura disuniforme dell’utensile, della rottura dei granelli abrasivi e della mancanza di continuità del tagliente, la mola continuerà a ruotare a contatto col pezzo, asportando ancora uno strato, sia pur piccolo, di materiale, anche nelle corse in cui non viene impostata alcuna profondità di passata*. Questo fenomeno conduce ad un incremento del tempo di lavorazione e di esso si tiene conto nella formula per il calcolo dello stesso, mediante l’introduzione di un coefficiente correttivo (vedi in seguito).
L'avanzamento a è lo spostamento relativo del pezzo rispetto alla mola, misurato parallelamente all’asse della mola, per ogni giro compiuto dal pezzo e si misura quindi in mm/giro. Generalmente viene espresso dalla una formula empirica:
a = ap x B (4.2)
dove ap è l’avanzamento del pezzo e B è la larghezza della mola.
Per la rettifica di sgrossatura si assume:
ap = 0,3 ÷ 0,5 per Dp < 20 mm (4.3)
ap = 0,7 ÷ 0,85 per Dp ≥ 20 mm (4.4)
Per la rettifica di finitura si assume:
ap = 0,2 ÷ 0,4 (4.5)
Nelle formule precedenti, Dp rappresenta il diametro del pezzo prima della rettificatura.
La velocità di avanzamento della tavola in m/min sarà:
 (4.6)
(4.6)
dove np è la velocità angolare del pezzo in giri/min.
La velocità periferica del pezzo Vp si misura in metri al minuto ed è data dalla formula:
 (4.7)
(4.7)
La velocità periferica della mola Vm** si misura in metri al secondo e può essere calcolata mediante la formula:
 (4.8)
(4.8)
dove:
Dm = diametro della mola (mm)
nm = velocità angolare della mola (giri/min).
Un parametro di fondamentale importanza, che bisogna tenere sempre presente per ben comprendere la mutua azione dei diversi parametri di taglio, è la profondità di taglio relativa al singolo grano abrasivo, che indicheremo con pl. Essa rappresenta la massima profondità di taglio che compete ad un grano che penetra nel materiale da lavorare quando la mola e il pezzo ruotano. Il valore di pl determina la sollecitazione sul granello della mola (e quindi la durata della stessa) e la finitura superficiale ottenibile. A più bassi valori di pl si accompagnerà infatti una minore sollecitazione sul grano, una vita più lunga dello stesso, dei solchi meno profondi lasciati sul pezzo e, in definitiva, un migliore grado di finitura.
Da indagini teoriche e sperimentali si è visto che pl aumenta all’aumentare della velocità periferica del pezzo, della profondità di passata e della spaziatura che assumono i granelli abrasivi nell'impasto. D'altra parte, pl diminuisce all’aumentare della velocità periferica della mola, del diametro del pezzo (a parità di velocità periferica dello stesso) e del diametro della mola.
Da quanto detto si può desumere che, per incrementare la durata dell’utensile e per ottenere una migliore finitura (come logica conseguenza di un minor valore di pl), è necessario ridurre la velocità periferica del pezzo Vp ed aumentare quella della mola Vm.
Purtroppo una diminuzione della velocità periferica del pezzo condurrà, come è intuitivo, ad un incremento del tempo di lavorazione (riducendo quindi la produzione). Valori molto piccoli di Vp sono pertanto di scarsa utilità pratica, anche se si dovesse aumentare la velocità periferica della mola, dal momento che ciò condurrebbe ad una più rapida usura della stessa. Bisogna anche considerare che una riduzione di Vp è accompagnata da una maggior durata del contatto tra mola e pezzo. Ciò può condurre a bruciature della superficie rettificata.
Per contro, ad un incremento di Vp corrisponderà un aumento delle forze centrifughe e dell’ampiezza dei moti vibratori. Si potranno cosi avere solchi da vibrazioni sulla superficie rettificata.
In definitiva, Vp dovrebbe essere scelta entro limiti ben definiti, ricavabili da apposite tabelle che riportano i valori ottimali dei parametri di taglio fin qui trattati. Un esempio è riportato nella tabella 4.6.
Tab. 4.6 – Parametri di taglio nella rettifica in tondo per esterni. |
|||||||
|
Durezza |
Trattamento |
Vm |
Vp |
p |
a |
Mola |
Acciaio al carbonio |
48 Rc max |
Ricotto, a freddo, bonif. |
30 ÷ 35 |
20 ÷ 30 |
Sgross. 0,05 |
B/2 |
A60KV5 |
48 ÷ 65 Rc |
Cementato, bonificato |
30 ÷ 35 |
20 ÷ 30 |
Sgross. 0,05 |
B/4 |
A60IV4 |
|
Acciaio inoss. ferritico |
135 ÷ 185 |
ricotto |
30 ÷ 35 |
15 ÷ 30 |
Sgross. 0,05 |
B/2 |
A60JV5 |
Acciaio inoss. austenitico |
135 ÷ 275 |
Ricotto, a freddo |
30 ÷ 35 |
15 ÷ 30 |
Sgross. 0,05 |
B/2 |
C60JV4 |
Acciaio inoss. martensitico |
135 ÷ 325 |
Ricotto, a freddo, bonif. |
30 ÷ 35 |
15 ÷ 30 |
Sgross. 0,05 |
B/4 |
A60KV5 |
Ghisa malleabile |
52 Rc max |
malleabilizzata |
30 ÷ 35 |
20 ÷ 30 |
Sgross. 0,05 |
B/3 |
A60LV4 |
55 ÷ 62 Rc |
Malleabilizzata e trattata |
30 ÷ 35 |
20 ÷ 30 |
Sgross. 0,05 |
B/4 |
A60JV5 |
|
Leghe di rame grezze |
10 ÷100 Rb |
Ricotto, a freddo |
30 ÷ 35 |
20 ÷ 30 |
Sgross. 0,05 |
B/3 |
C60KV6 |
Leghe di alluminio |
30 ÷ 150 (5000 N) |
Grezzo di fus., a freddo, bonif. |
30 ÷ 35 |
15 ÷ 45 |
Sgross. 0,05 |
B/3 |
C46KV5 |
Sarebbe utile assegnare alla mola una velocità angolare quanto più alta possibile. A questo c’è tuttavia un limite imposto dalla resistenza dell’utensile che dipende, soprattutto, dal tipo di legante e dalla forma della mola.
Ad esempio, la massima velocità consentita da un legante ceramico è compresa fra 30 e 35 metri al secondo; un legante resinoide fa innalzare questo campo a 35 ÷ 40 metri al secondo; mole fabbricate con speciali leganti ceramici ad alta resistenza possono avere velocità periferiche di 50 metri al secondo e oltre (rettifica ad alta velocità).
I1 tempo di lavorazione nella rettifica cilindrica esterna si ricava dalla formula:
 (min) (4.9)
(min) (4.9)
dove
L = lunghezza rettificata (mm)
h = sovrammetallo(mm)
np = velocità angolare del pezzo (giri/min)
ap = avanzamento per giro del pezzo (come frazione della larghezza della mola)
B = larghezza della mola (mm)
p = profondità di passata (mm)
K = coefficiente correttivo (1,1 sgrossatura; 1,4 finitura)
Le forze di taglio Fx, Fy e Fz (fig. 4.14) non hanno modulo molto elevato. La più intensa è la forza radiale Fy che tende ad inflettere il pezzo e, per reazione, tende ad allontanare la mola dal pezzo.
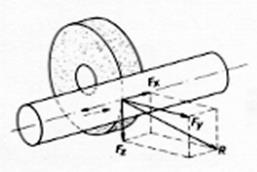 Fig. 4.14.
Fig. 4.14.
I1 fatto che la forza radiale Fy sia maggiore della forza tangenziale Fz, contrariamente a quanto accade ad esempio nella tornitura, può essere spiegato dalla più elevata resistenza che offrono i grani abrasivi alla penetrazione nel pezzo, per la loro forma irregolare e per i vertici arrotondati, con angoli di spoglia superiore negativi.
La relazione che, in prima approssimazione, lega Fy e Fz è la seguente: Fy = 1,5 ÷ 3 Fz.
Il limite superiore corrisponde ad una maggiore profondità di passata e ad una più elevata velocità periferica del pezzo.
La forza tangenziale Fz aumenta all’aumentare della velocità periferica del pezzo Vp, dell’avanzamento a e della profondità di passata p, mentre diminuisce all’aumentare della velocità periferica della mola Vm.
Poiché Vm è abbastanza più alta di Vp (Vm/Vp = 60 ÷ 100), la potenza impegnata per la rotazione della mola è sensibilmente maggiore di quella necessaria per muovere il pezzo. Quest’ultima, pertanto, si trascura nel calcolo della potenza di taglio Nt.
In operazioni di rettificatura cilindrica esterna (con avanzamento trasversale della mola ad ogni fine corsa della tavola porta pezzo), la potenza in kW si può ricavare empiricamente ed in prima approssimazione dalla relazione:
 (4.10)
(4.10)
Nota Nt, si può calcolare Fz mediante la formula:
 (4.11)
(4.11)
Rettificatrici senza centri
Realizzano lo schema di lavorazione riportato nella fig. 4.11 b.
Sono costituite (fig. 4.15) da un basamento B, da una testa porta mola operatrice T1, da una testa porta mola alimentatrice T2 e da un supporto o coltello S.
I1 pezzo da rettificare P viene poggiato sul supporto S e premuto contro la mola operatrice M da una mola alimentatrice o conduttrice Ma. T1 può spostarsi longitudinalmente per accostare la mola operatrice al pezzo a mano a mano che la mola stessa si consuma. T2 può scorrere nella medesima direzione per fissare la distanza fra le mole in funzione del diametro del pezzo.
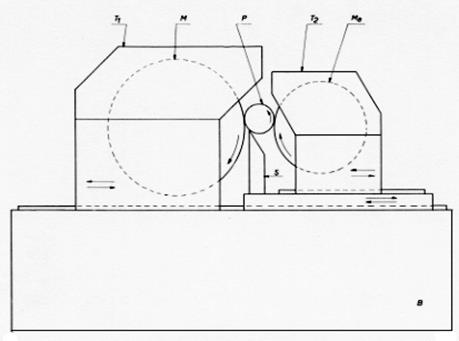
Fig. 4.15.
Si nota che la distanza fra le generatrici di M e Ma, letta sulla congiungente i centri, è minore del diametro del pezzo. In tal modo l’asse di quest'ultimo si trova in una posizione più alta rispetto alla congiungente stessa.

Fig. 4.16.
Le quote di posizionamento del pezzo rispetto alla mola e al coltello sono date dalla seguente relazione (fig. 4.16):
 (4.12)
(4.12)
dove:
H = distanza fra la generatrice superiore del pezzo e una prefissata quota di riferimento (generalmente il piano della slitta del supporto).
h = distanza fra la congiungente i centri delle due mole e la quota di riferimento (h è costante ed in funzione del tipo di macchina).
r = raggio del pezzo
CD = distanza fra il centro del pezzo e la congiungente i centri delle mole.
In fig. 4.17 è riportato un diagramma che consente la determinazione, anche se puramente indicativa, di CD, per la messa a punto iniziale.
 Fig. 4.17.
Fig. 4.17.
La distanza AB (fig. 4.16) fra la linea dei centri della mola e la generatrice di contatto fra pezzo e mola conduttrice è denominata quota di diamantatura e si calcola dalla formula:
 (4.13)
(4.13)
dove R è il raggio della mola alimentatrice.
Le due mole ruotano generalmente in senso orario e il pezzo ruota in senso antiorario con una velocità periferica circa uguale a quella della mola alimentatrice (compresa fra 10 e 90 metri al minuto). Per migliorare l’attrito tra pezzo e mola alimentatrice, l’agglomerante di quest'ultima è generalmente gomma, la sua durezza sufficientemente elevata (R)e la grana fine (80). Rispetto alla mola conduttrice, la mola operatrice, se con legante ceramico, ruota con velocità molto elevata (30 ÷ 35 m/s).
Quando la lunghezza da rettificare è maggiore della lunghezza della mola, al pezzo deve essere conferito anche un moto assiale. Quest'ultimo è ottenuto inclinando la mola conduttrice di un angolo compreso fra 2º e 7º e, per assicurare un contatto esteso all’intera generatrice della mola alimentatrice, la stessa è sagomata secondo un iperboloide di rivoluzione (fig. 4.18).
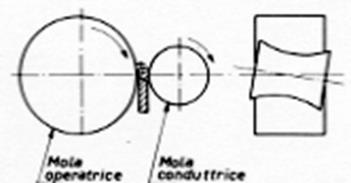
Fig. 4.18.
Un parametro molto utile da valutare nella rettificatura senza centri è la velocità di uscita dei pezzi. Essa viene determinata servendosi di diagrammi sperimentali del tipo riportato nella figura 4.19. Per operazioni di sgrossatura si adotteranno valori elevati dell’angolo di inclinazione della mola alimentatrice e bassi valori della velocità angolare della stessa; viceversa per operazioni di finitura.

Fig. 4.19
Rettificatrici per interni
Realizzano gli schemi di lavorazione della figura 4.20 a) e b).

Fig. 4.20.
Come si vede, alla mola è conferito il moto di taglio e al pezzo un moto di alimentazione circonferenziale. In macchine meno recenti questo secondo moto era affidato anch'esso alla mola, che possedeva quindi un moto planetario. A seconda del tipo di macchina, il moto di alimentazione assiale può essere conferito alla mola (fig. 4.20 a) oppure al pezzo (fig. 4.20 b).
Rettificatrici per piani
Le macchine che realizzano queste lavorazioni possono essere:
a tavola rettilinea (fig. 4.21)
a tavola circolare (fig. 4.22)
La rettificatura di superfici piane si può, ottenere in due modi:
con mola ad azione periferica (fig. 4.21 a e 4.22 a)
con mola ad azione frontale (fig. 4.21 b e 4.22 b)
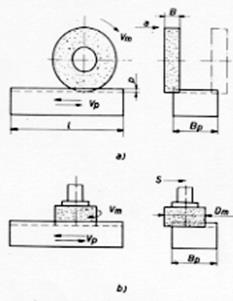
Fig. 4.21. Fig. 4.22.
Nelle rettificatrici a tavola rettilinea (fig. 4.21 a e b) la tavola porta pezzo è dotata di moto rettilineo alternato. In quelle a tavola circolare (fig. 4.22 a e b) la tavola porta pezzo è dotata di moto rotatorio.
Nelle rettificatrici per piani a tavola rettilinea con mola ad azione periferica (fig. 4.21 a), l’asse del mandrino porta mola è disposto parallelamente alla superficie da lavorare e, mentre la mola ruota intorno al proprio asse, il pezzo si muove longitudinalmente e di moto alternato con velocità Vp. Se lo spessore della mola è minore della larghezza della superficie da rettificare, al mandrino porta mola viene conferito anche un moto in direzione normale a quella di avanzamento della tavola porta pezzo. In talune macchine questo moto può essere posseduto dalla tavola porta pezzo. Considerazioni analoghe si possono fare quando si impieghi una mola frontale.
* La massa dei diamanti si misura in carati (= 0,2 g); per i diamanti ornamentali talvolta si usa il grano (= 0,05 g).
* Il fenomeno viene definito “sparking-out” (spark = scintilla). Si dice che la mola “scintilla”, anche quando non c’è profondità di passata.
** E’ quella che comunemente si indica come velocità di taglio, ma in realtà quest’ultima è data dalla somma algebrica di Vp e Vm.
Fonte: http://dimeca.unica.it/didattica/materie/dionoro/prove/APPUNTI%20IN%20RETE/PARTE%20II%20CAP%204.doc
Sito web da visitare: http://dimeca.unica.it/didattica/materie/
Autore del testo: non indicato nel documento di origine
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve