I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
La metallurgia delle polveri
Estratto dal sito della
ASSINTER
Associazione per lo sviluppo della metallurgia delle polveri
www.assinter.it
La metallurgia delle polveri è competitiva rispetto alle tecnologie alternative in termini di costi e/o prestazioni
Qualsiasi altro metodo di produzione è tecnicamente inadeguato o non praticabile in casi quali:
Se la metallurgia delle polveri ha rappresentato la scelta vincente tra le possibilità offerte dalle varie tecnologie di formatura atte a produrre un dato componente, ciò vuol significare che si sono soddisfatte non solo le specifiche economiche e tecniche ma anche il livello di qualità richiesto dall'applicazione. I processi di una certa rilevanza per la componentistica meccanica sono:
Stampaggio polveri ad iniezione: componenti di forma estremamente complessa e di piccole dimensioni;
Forgiatura di sbozzati sinterizzati: bielle per motori di autoveicoli, anelli sincronizzatori;
Pressatura isostatica a caldo: dischi ed alberi per turbine in superleghe, parti di grandi dimensioni;
Pressatura isostatica a freddo: utensili quali frese, maschi, creatori, camicie per cilindri, parti di grandi dimensioni;
Pressatura polveri in stampi rigidi: è di gran lunga il processo più usato (oltre il 90% dei componenti viene prodotto per questa via) e permette di ottenere forme complesse con relativa facilità, in genere senza ulteriori lavorazioni e con costi contenuti.
Il suo ciclo di produzione è presentato nello schema sottostante.
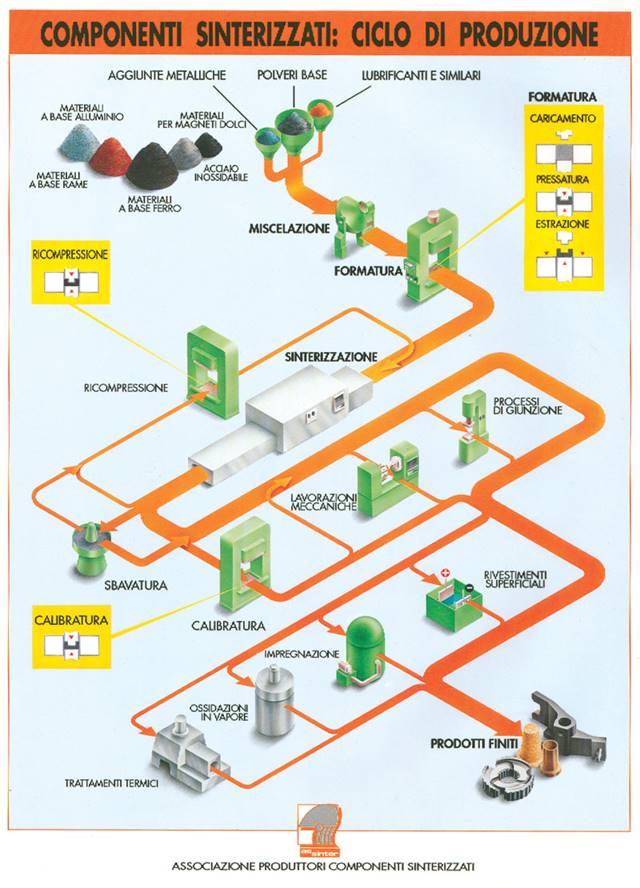
Lo schema del ciclo illustra le tre fasi fondamentali:
le polveri vengono opportunamente miscelate e poi pressate a freddo in stampi rigidi; col parco presse in dotazione alle nostre aziende si possono produrre componenti il cui peso unitario va dal grammo al chilogrammo, con cadenze produttive che, nel caso di parti di media complessità, vanno di solito dal centinaio al migliaio di pezzi ora. I pezzi così formati sono quindi sinterizzati in forni speciali ad atmosfera controllata ed assumono a questo punto una struttura monolitica grazie alla formazione di legami metallurgici tra i granuli, che si erano compenetrati durante la pressatura, acquistando le proprietà d'impiego. Se è verificato che forma, tolleranze e proprietà fisico meccaniche corrispondono a quanto previsto a disegno, i pezzi sinterizzati sono avviabili direttamente al montaggio, in quanto non sono richieste operazioni di ripresa. Se necessario, i sinterizzati sono assoggettabili senza particolari difficoltà a lavorazioni secondarie per impartire loro determinate proprietà, non ottenibili col ciclo prima descritto.
Le lavorazioni generiche sono effettuate nella maggioranza dei casi dallo stesso produttore, ma le può eseguire anche l'utilizzatore, cui verranno consigliati i parametri operativi adatti; le lavorazioni specifiche sono praticate quasi esclusivamente dal sinterizzatore. L'introduzione di lavorazioni secondarie arricchisce le possibilità del ciclo produttivo, però fa crescere il costo dei componenti. Tenendo presente che il più delle volte è indispensabile eseguire lavorazioni analoghe sulle parti prodotte cogli altri processi di formatura, i costi relativi hanno praticamente la stessa incidenza e il sinterizzato mantiene i vantaggi acquisiti col ciclo fondamentale di pressatura e sinterizzazione.
La presenza della porosità residua permette l'esecuzione di lavorazioni che risultano peculiari dei sinterizzati; alcune di esse impartiscono caratteristiche innovative rispetto alle tecnologie tradizionali.
Nella maggioranza dei casi queste operazioni sono praticate dal forrnitore stesso e richiedono cicli appropriati.
Calibratura
E' da richiedere nel caso in cui le tolleranze dopo sinterizzazione non soddisfano le prescrizioni a disegno. Il pezzo sinterizzato viene rimesso in uno stampo, specifico per questa operazione (e quindi diverso da quello di pressatura) e, mediante l'azione dei punzoni, sottoposto a deformazione plastica, con lieve riduzione della porosità residua.
Con questa operazione si ricuperano eventuali deformazioni originatesi nella fase di sinterizzazione, si correggono profili esterni (p. es. di camme, ingranaggi) e interni (fori sagomati), si impartiscono tolleranze più ristrette e una migliore finitura superficiale.
Ossidazione in vapore
Il trattamento, limitato ai sinterizzati ferrosi, consiste nel far agire il vapor d'acqua sui pezzi portati ad un opportuna temperatura, con formazione di una pellicola sottile di Fe3O4 in superficie e dentro la porosità interconnessa, eventualmente sigillandola (p. es. nel caso di componenti per compressori frigoriferi). Questa operazione, che induce variazioni dimensionali limitate, dà origine a un incremento assai sensibile di resistenza alla compressione e quindi di durezza (a spese però della tenacità), migliora la resistenza alla corrosione e, se è presente un lubrificante, garantisce una buona resistenza a usura.
Ricompressione
Dopo sinterizzazione il componente viene di nuovo sottoposto a pressatura a freddo (si riduce sensibilmente la porosità) e sinterizzato nuovamente. Questa operazione permette di ottenere densità relative superiori al 90% (r = 7,2Þ7,5 g/cm3 nel caso degli acciai) con un sensibile incremento di proprietà e può essere richiesto per componenti strutturali dinamicamente molto sollecitati e per nuclei magnetici.
Impregnazione con oli
Questa operazione satura con oli lubrificanti la porosità interconnessa e si può raccomandare non solo per le boccole ma anche per componenti strutturali tipo camme o ingranaggi (densità relativa 90%) funzionanti in meccanismi soggetti a strisciamento: l'usura viene evitata grazie al fatto che i pori conservano una riserva di olio, che sopperisce ad una eventuale carenza di lubrificazione esterna.
Impregnazione con resine
Ha lo scopo di rendere impermeabile il componente ed è da prescrivere su parti a contatto con fluidi in pressione o corrosivi. E' anche impiegata come trattamento preparatorio ai rivestimenti superficiali, per migliorare la lavorabilità all'utensile e ancora per conferire un effetto di lubrificazione.
Infiltrazione
La porosità interconnessa è saturata con leghe a temperatura di fusione non superiore a quella di sinterizzazione del metallo base del componente: i sinterizzati ferrosi si possono infiltrare con rame, di solito nella fase di sinterizzazione. L'infiltrazione rende impermeabili i pezzi (che possono così essere brasati) e c'è un certo aumento di proprietà meccaniche, ma a spese della precisione dimensionale. Il comportamento nel trattamento termico (p. es. nella cementazione o nella tempra a induzione) diventa simile a quello degli acciai compatti, a causa della sigillatura della porosità superficiale.
La prescrizione è ovvia, in quanto si eseguono con finalità uguali a quelle di pezzi analoghi in materiale compatto, ma con modalità che tengono conto della porosità residua.
Trattamenti termici
Le trasformazioni strutturali dipendono dalla composizione e dall'omogeneità della lega e non dalla porosità: tutti i sinterizzati si possono ricuocere, le leghe di alluminio si possono solubilizzare e poi invecchiare e, nel caso degli acciai e tenendo conto del tenore di carbonio e degli elementi leganti presenti, si possono prescrivere la tempra, la cementazione (carburazione, carbonitrurazione, nitrurazione al plasma, ecc.), la tempra a induzione; segue di solito un rinvenimento, in aria oppure olio. La profondità di indurimento superficiale presenta una dispersione maggiore (p. es. 0,4 mm per = 6,8 g/cm3) se paragonata a quella dei compatti corrispondenti, a parità di condizioni di trattamento. Sia i fornitori che gli utilizzatori possono praticare queste operazioni purchè gli impianti siano adeguati e i cicli di trattamento correttamente formulati: la porosità interconnessa richiede un controllo accurato dell'atmosfera dei forni e i trattamenti in bagno di sale devono essere se possibile evitati, a causa dei residui di sale che rimangono nei pori. E' anche necessario ricordare che gli oli utilizzati negli spegnimenti e nei rinvenimenti hanno uno scarso potere lubrificante e devono essere estratti per sgrassatura e sostituiti da prodotti più efficienti in applicazioni dove l'usura può diventare un problema.
Lavorazioni di utensile
Forme complesse e buone tolleranze sono due punti essenziali a favore dei sinterizzati, ma i pezzi possono includere particolarità di forma che non si riescono ad ottenere direttamente di stampo o rendono l'operazione economicamente sfavorita. In questi casi può essere necessario ricorrere a operazioni quali fresatura, foratura (p. es. fori perpendicolari alla direzione di pressatura) filettatura, lavorazione di gole. In generale i sinterizzati sono meno facilmente lavorabili delle leghe compatte di uguale composizione e struttura, perciò i parametri di taglio e gli utensili stessi vanno adattati al processo per ottimizzarne il rendimento. Altri punti sono l'azione del tagliente dell'utensile sulla porosità superficiale che diventa occlusa (può essere dannoso agli effetti dell'autolubrificazione), l'assorbimento dei fluidi da taglio nella porosità aperta, l'intrappolamento di particelle di abrasivo a seguito di rettificatura (problemi di usura successiva). Questi problemi sono ben noti ai fornitori di sinterizzati: gli utilizzatori hanno bisogno della loro consulenza se devono fare da se queste lavorazioni. Sia la lavorabilità che la finitura superficiale possono essere migliorate includendo nella miscela di polveri di partenza opportuni additivi, p. es MnS negli acciai o Pb nelle leghe di rame; dopo sinterizzazione rimangono efficacemente distribuiti nella struttura e le proprietà meccaniche sono influenzate solo marginalmente.
Operazioni di giunzione
Sono oggi in uso diversi processi che permettono di unire sia sinterizzati fra loro che con parti in materiali compatti e persino ceramici, in modo da creare forme estremamente complesse e di assiemare materiali notevolmente diversi dal punto di vista delle caratteristiche e del costo. Una combinazione particolarmente brillante si può realizzare usando i sinterizzati come inserti in uno stampaggio a iniezione di materie plastiche. La giunzione per interferenza e/o diffusione è una tecnica affermata da lungo tempo: i pezzi sono pressati separatamente, assemblati al verde e poi sinterizzati; le coppie di materiali sono scelte in modo da bilanciare le variazioni dimensionali nella sinterizzazione perché uno si dilata e l'altro si restringe, creando giunzioni sicure.
La saldatura elettrica a proiezione o quella a laser sono applicate di solito solo ai sinterizzati ferrosi: è richiesta una corretta progettazione delle proiezioni e una scelta oculata delle condizioni operative; ancora una volta si consiglia agli utilizzatori di consultare i fornitori se decidono di eseguire in casa queste lavorazioni.
La porosità interconnessa rende problematici i processi tipo brasatura o incollaggio con adesivi; in quest'ultimo caso si possono impiegare adesivi ad alta viscosità.
Rivestimenti superficiali
Se necessario la resistenza alla corrosione si può realizzare con rivestimenti adatti. I processi sono caratterizzati da cicli di pre e post-trattamento sviluppati apposta per i sinterizzati: p. es. l'intrappolamento delle soluzioni chimiche nei pori può diventare un problema e, se il costo lo consente, si può risolvere con una preventiva impregnazione con resine.
Sbavatura
L'operazione serve ad eliminare le piccole bave originatesi in pressatura e dovute alle particelle di polvere più fini, che si infilano nelle luci tra matrice, punzoni e anime.
Andamento dell'industria italiana operante nel campo della metallurgia delle polveri (2000)
La produzione dell’anno 2000, dei componenti strutturali, prodotti in modo tradizionale, rispetto a quella del 1999 ha fatto registrare un balzo positivo consistente della nostra industria +13,8% (incremento superiore alla media europea) altrettanto si è verificato sul fatturato +14% e le esportazioni sono cresciute del 3%.
Purtroppo non si hanno dati sull’andamento delle importazioni di componenti, probabilmente concentrate nel settore auto.
L'andamento della produzione di componenti tradizionali negli ultimi anni e lo sviluppo della nostra industria sono presentati nella figura 1 e rispettivamente nella tabella 1.
COMPONENTI SINTERIZZATI (escluso MIM)
1996 |
1997 |
1998 |
1999 |
2000 |
Tab. 1 Evoluzione dell'industria italiana |
|
Aziende |
17 |
16 |
17 |
18 |
18 |
|
Stabilimenti |
21 |
21 |
22 |
23 |
23 |
|
Addetti |
1.270 |
1.360 |
1.400 |
1.470 |
1.550 |
|
Produzione (t) |
|
|
|
|
|
|
Fatturato (Million €) |
125 |
138,9 |
153,9 |
168,9 |
192,6 |
|
* Include l'importazione di guide e sedi valvole |
|
|||||
Nei dati precedenti rientra anche la produzione di componenti di acciaio inossidabile da parte di alcune aziende: il consumo di polveri si può stimare intorno a 200 t.
Oltre ai componenti prodotti in modo tradizionale, in Italia sono presenti:
Nel campo della produzione di polveri destinate ai componenti sinterizzati, la Tab. 2 riporta la produzione nazionale in cui è attiva solo la POMETON.
La maggior parte delle polveri impiegate nella nostra industria viene importata.
1997 |
1998 |
1999 |
2000 |
|
Tab. 2 Polveri: mercato nazionale |
|
PRODUZIONE (t) |
|
|
|
|
||
ESPORTAZIONE (%) |
|
|
|
|
Nel campo delle polveri per ferriti dure c'è una considerevole produzione da parte di una unica azienda, la ILPEA, che produce anche le ferriti bonded: l'anno scorso è stata di 15.000 t., quasi tutte destinate all'esportazione.
La Tab.3 indica l'andamento del mix tecnologico negli anni 1994-2000;. Rispetto al 1999, nell'anno 2000 la situazione è praticamente invariata: i mercati alternativi all'auto continuano a rappresentare poco meno della metà del totale.
CATEGORIE |
1994 |
1996 |
1997 |
1998 |
1999 |
2000 |
Tab. 3 Applicazioni dei componenti sinterizzati |
Auto |
50% |
50% |
49% |
52,5% |
55% |
53,2% |
|
Elettrodomestici |
17% |
12,5% |
12,5% |
12% |
8,3% |
9,8% |
|
Strumentazione, mecc.varia |
20% |
24% |
25,5% |
22,7% |
23,5% |
23,6% |
|
Hobbistica |
13% |
12% |
13% |
12,8% |
13,2% |
13,4% |
LA METALLURGIA DELLE POLVERI
A) POLVERI PER COMPONENTI SINTERIZZATI - Consumo, ton. (polveri a base rame)
ANNO |
EUROPA |
AUSTRALASIA |
AMERICHE |
TOTALE |
% |
%ITALIA |
1993 |
83.125 |
145.000 |
240.000 |
468.125 |
100,0 |
100,0 |
1994 |
105.600 |
138.000 |
288.000 |
531.600 |
113,6 |
128,5 |
1995 |
115.500 |
149.000 |
297.000 |
561.500 |
119,9 |
135,7 |
1996 |
116.258 |
154.000 |
302.000 |
572.000 |
122,2 |
134,2 |
1997 |
138.000 |
155.000 |
334.000 |
628.200 |
134,2 |
146,0 |
1998 |
148.000 |
150.000 |
355.000 |
653.000 |
139,5 |
157,7 |
1999 |
149.000 |
165.000 |
377.000 |
692.000 |
147,8 |
167,1 |
Peso medio dei sinterizzati per vettura 2000: 7,3 kg in Europa e 16 in USA
Fatturato 1999 Europa = €1,1 mld (22% del totale; Asia 24% e USA 54%)
Fatturato MIM USA: $133 ml
Capacità produttiva polveri per sinterizzazione in Italia:
- Polveri di ferro = 20.000 ton/anno
- Polveri di metalli non ferrosi = 5.000 ton/anno
Fatturato MIM in Italia = € 1,25 ml
B) METALLI DURI - Produzione in Europa
ANNO |
1988 |
1989 |
1990 |
1991 |
1992 |
1993 |
1994 |
1995 |
1996 |
1997 |
1998 |
1999 |
2000 |
Ton. |
7.800 |
7.650 |
7.600 |
7.750 |
6.500 |
5.640 |
6.800 |
8.000 |
7.500 |
8.500 |
9.000 |
9.100 |
N.D. |
Fatturato 1999 in Europa: = €1,8 mld
Fatturato 1996 in Italia = € 125 ml (importazioni 85 ml ed esportazioni 40 ml)
C) MATERIALI MAGNETICI - Produzione in ton.
ANNO |
JAPAN |
USA |
EUROPA |
CINA |
ASIA |
Altri |
TOTALE |
FERRITI BONDED |
|||||||
1997 |
19.996 |
11.250 |
1.845 |
10.585 |
9.024 |
4.876 |
57.076 |
1998 |
20.053 |
14.800 |
2.100 |
14.100 |
10.000 |
10.100 |
66.493 |
1999 |
19.204 |
18.100 |
2.390 |
18.140 |
10.100 |
10.100 |
74.634 |
2000 |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
NdFeB BONDED |
|||||||
1997 |
946 |
230 |
210 |
110 |
330 |
146 |
1.972 |
1998 |
1.185 |
275 |
250 |
180 |
360 |
155 |
2.405 |
1999 |
1.285 |
330 |
295 |
270 |
390 |
170 |
2.740 |
2000 |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
N.D. |
Fatturato globale 1999 = $ 4,4 mld
Di cui produzione ferriti in Italia (ton.)
Anno |
1996 |
1999 |
2000 |
|
Polveri di ferriti dure |
10.000 |
15.000 |
15.000 |
(di cui 70% export) |
Magneti sinterizzati |
400* |
400 |
N.D. |
(*10% del mercato italiano) |
Magneti bonded |
2.500 |
2.800 |
N.D. |
(di cui 50% export) |
Fonte: http://spazioinwind.libero.it/arzu/files/metallurgia-polveri.doc
Sito web da visitare: http://spazioinwind.libero.it/arzu
Autore del testo: indicato nel documento di origine
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve