I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).

trapano da banco sensitivo; il moto di avanzamento è dato dall’operatore abbassando la leva-rocchetto
In genere i meccanismi meccanici di avanzamento sono realizzati con coni-pulegge e alberi scanalati in grado di traslare mentre sono in rotazione. In base al diametro delle singole pulegge si hanno rapporti di trasmissione diversi. Il moto può essere controllato con ingranaggi.
Si è nel caso di foratura profonda quando la profondità del foro varia tra t = 5 D fino a 100 D (diametro del foro). Le punte per la foratura profonda debbono avere le seguenti caratteristiche:
Nell’utensile sono praticati due canali elicoidali che permettono di far giungere sui taglienti un flusso continuo di liquido refrigerante sotto pressione, il quale oltre ad assicurare il refrigeramento contribuisce a diminuire l’attrito ed a migliorare lo scarico dei trucioli.
Il problema delle forature profonde ha imposto la realizzazione di punte elicoidali particolari. Infatti per forature con profondità massima superiore a 5 volte il diametro, l’uso di punte normale (N) richiede più ritorni di scarico con macchine speciali e con aumento dei tempi di lavoro. Per evitare ciò si sono messi a punto utensili in esecuzione speciale (CVF) che consentono forature fino a 10 volte le dim. del diametro senza ritorni di scarico per i trucioli.
A) punta elicoidale a scanalatura larga, B) profilo tipo N, C) profilo V70, D) profilo V63
Sono punte utilizzate a partire da 6 mm di diametro. Poiché lo scarico del truciolo esterno danneggia la parete forata, si utilizzano oggi queste punte per fori profondi con l’adduzione del fluido esterna e lo scarico del truciolo interno attraverso il foro della barra.
Queste punte sono assialsimmetriche con unico solco rettilineo g=0.
Le principali caratteristiche sono:

Queste punte sono utilizzate per forature di precisione.
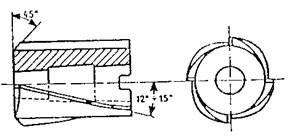
La parte attiva, agli effetti del taglio del metallo, è la testa, cava, con placchette di carburo saldate ed affilate in modo da costituire un tagliente su due diametri. Oltre alle placchette taglienti la testa è dotata di due guide in carbonio che guidano la punta e contribuiscono a dar buona cilindricità e finitura al foro.
Hanno:
I perforatori a corona sono utilizzati per i grandi fori. Sono costituiti da una speciale punta a forma di tubo con più utensili in testa che scava un vano anulare lasciando intatto il nucleo del metallo centrale: in tal modo solo una parte del materiale costituente il foro va ridotto in trucioli, consentendo un notevole risparmio di tempo ed energia motrice.
Gli utensili di testa producono soltanto trucioli in piccoli frammenti asportabili senza difficoltà del getto di refrigerante introdotto sotto pressione nel canale anulare esterno.

Gli allargatori hanno il compito di correggere ed allargare i fori portandoli ad una sottoquota opportuna per meglio prepararli all’azione degli alesatori oppure per creare sedi di forma particolare:

Allargatori integrali a 3 o 4 taglienti elicoidali
Allargatore a manicotto

Fig – Allargatori con guida per sedi di viti
Le macchine alesatrici sono utilizzate per ottenere buone finiture superficiali dei fori. Le lavorazioni che possono essere eseguite sono:
L’utensile possiede il moto di taglio Vt circolare continuo e nello stesso tempo può anche variare il moto di alimentazione Va rettilineo secondo l’asse dell’utensile stesso.
I moti di registrazione R possono essere impressi all’utensile (verticale) o al pezzo (orizzontale, longitudinale, trasversale e rotatorio).

Le caratteristiche comuni a tutti i tipi di alesatrici:

Fig – Utensile monotagliente fisso su barra alesatrice

Fig - Barra di alesatura con registrazione radiale e assiale della testina portautensile
Sono macchine che consentono la sostituzione della punta utensile attraverso un sistema automatico che carica gli utensili direttamente da un magazzino utensile. Questo consente un elevato aumento di prestazioni; si configura in pratica come un centro di lavoro se sono abbinati dispositivi di carico pezzi automatici.
L’idea di questo uso combinato deriva dalla possibilità comunque di montare sulle macchine alesatrici utensili monotaglienti.
Le macchine per il taglio del grezzo si dividono in:
La rettifica è una lavorazione per asportazione di truciolo con taglienti a geometria indefinita, realizzati con una pluralità di grani di abrasivo naturale o sintetico agglomerati tra loro (mole).

L’operazione di rettifica viene normalmente eseguita per la finitura di pezzi che devono avere tolleranze dimensionali e geometriche strette e che debbano presentare una buona finitura superficiale; permette inoltre di lavorare materiali difficilmente truciolabili.
E’ indispensabile in modo particolare per gli elementi di acciaio temprato perché a causa del trattamento termico possono aver subito delle deformazioni.
La rettifica permette di correggere le imperfezioni di carattere macro e microgeometrico generate nelle lavorazioni precedenti.
Il processo di rettifica si caratterizza in tutti i casi per la sezione di truciolo e lo spessore di asportazione molto ridotti, per l’azione contemporanea di diversi taglienti nella zona di contatto tra mola e pezzo, per la velocità di taglio molto alta rispetto alle altre lavorazione ad asportazione di truciolo (m/sec), nonché per l’angolo si spoglia anteriore dei taglienti chiaramente negativi. Da queste condizioni risultano:
Gli utensili che vengono usati sono molte costituite di materiale abrasivo che assumono forme geometriche rappresentate da solidi di rivoluzione intorno ad un asse.
La lisciatura e la lappatura consentono di ottenere elevatissime finiture superficiali ma non consentono miglioramenti di tolleranze geometriche.
In relazione ai movimenti principali queste macchine possono essere divise in tre gruppi:

Si usano per pezzi di notevole ingombro e difficili da porre in rotazione. I pezzo è fermo (salvo eventuali registrazioni al piazzamento R). Alla mola sono dati:

E’ una lavorazione effettuata per pezzi di dimensioni medio - grandi che possono essere posti in rotazione.
Alla mola sono dati:
Al pezzo sono dati:
Fonte: https://www.universibo.unibo.it/file/1418/download/
Sito web da visitare: https://www.universibo.unibo.it
Autore del testo: G. Tani - L. Orazi
Il testo è di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente i loro testi per finalità illustrative e didattiche. Se siete gli autori del testo e siete interessati a richiedere la rimozione del testo o l'inserimento di altre informazioni inviateci un e-mail dopo le opportune verifiche soddisferemo la vostra richiesta nel più breve tempo possibile.
I riassunti , gli appunti i testi contenuti nel nostro sito sono messi a disposizione gratuitamente con finalità illustrative didattiche, scientifiche, a carattere sociale, civile e culturale a tutti i possibili interessati secondo il concetto del fair use e con l' obiettivo del rispetto della direttiva europea 2001/29/CE e dell' art. 70 della legge 633/1941 sul diritto d'autore
Le informazioni di medicina e salute contenute nel sito sono di natura generale ed a scopo puramente divulgativo e per questo motivo non possono sostituire in alcun caso il consiglio di un medico (ovvero un soggetto abilitato legalmente alla professione).
"Ciò che sappiamo è una goccia, ciò che ignoriamo un oceano!" Isaac Newton. Essendo impossibile tenere a mente l'enorme quantità di informazioni, l'importante è sapere dove ritrovare l'informazione quando questa serve. U. Eco
www.riassuntini.com dove ritrovare l'informazione quando questa serve